
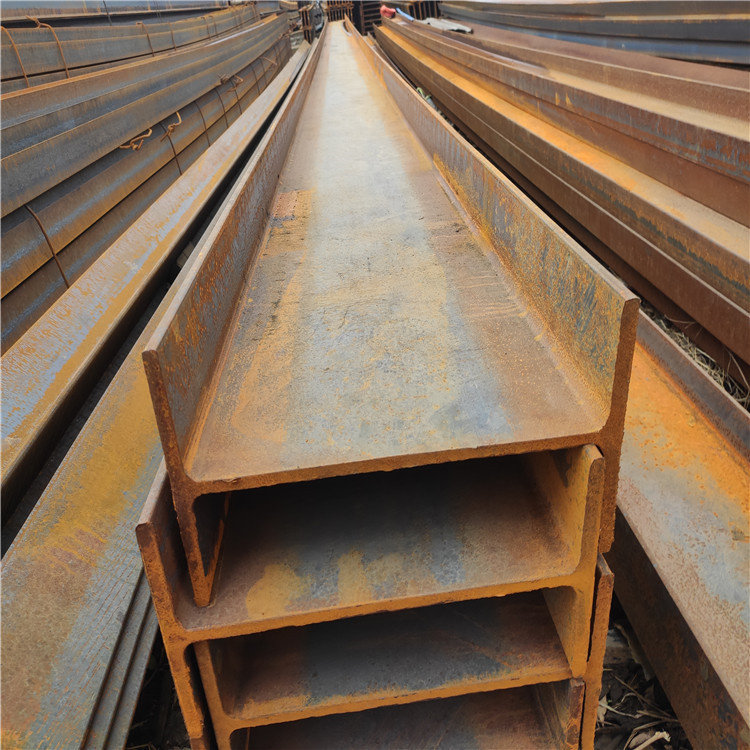
400*408*21*21H型钢 本溪Q345BH型钢 来图定制


所的矿石系一分化的粘土伟晶岩,它由风化的石英、云母、长石与很多的电气石组成。原矿含锡石25克/米3,钽铁矿6克/米3,选矿流程由主粘土厂、粗选厂和粗选厂三个部分组成。主粘土厂选用跳汰流程,矿石通过孔径1×225毫米滚筒筛,筛上物料用捣矿锤破碎至-3毫米,筛下物料给入孔径1毫米滚筒筛,小于1毫米部分送给主跳汰机的给矿仓,用泵抽给φ45毫米旋流器,旋流器底流用跳汰机。轧三特钢
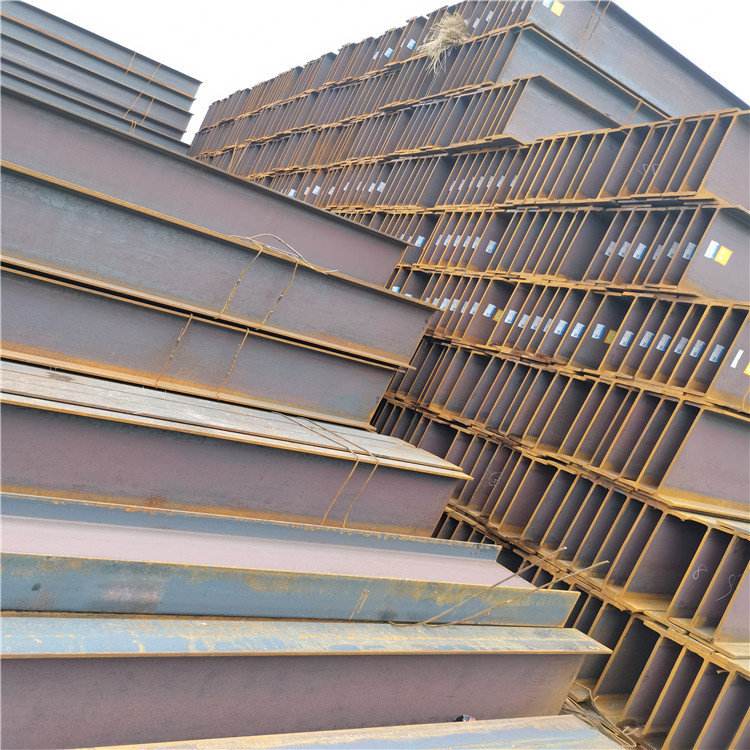
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H m的称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不 21H型钢 本溪Q345BH型钢 来图原设计造球盘采用含稀土尼龙衬板,表面光洁不粘料且磨损较快,成球速度差,生产能力较低。2005年2月份将造球盘衬板改为高分子聚丙耐磨衬板,增加了盘面摩擦力及耐磨性。另外大、小刮由原来的陶瓷刮改为聚氨脂耐磨刮,刮寿命从原来的半个月提高到5~6个月,大大提高了设备作业率,生产能力有了明显提高,产球能力超过设计能力(55t/h),达到60t/h以上,各项指标见表3。表3生球产量和质量对比时间产量t/h水分%落下次数次/个粒 高生球产量和质量,对造球盘的工艺参数及角度进行多次调整,将转速从6.8r/min调整至7.0r/min,角度从44调整至46,大、小采用变频控制与造球盘速度进行合理匹配。
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部 21H型钢 本溪Q345BH型钢 来图而磁铁矿多为单体,其解离度大于85%,极少与黄铁矿、赤褐铁矿及脉石连生;赤褐铁矿多为富连生体,与脉石连生,其次是与磁铁矿连生,在尾矿中尚有一定数量的磁性铁矿物,它们大部分以细微和细粒嵌布及连生体状态存在。程潮铁矿选矿厂选用一台JHC12—4—12型矩环式永磁磁选机作为尾矿再选设备进行尾矿中铁的。选矿厂利用现有的尾矿输送溜槽,在尾矿进入浓缩池前的尾矿溜槽上,将金属溜槽2节(约2m)拆下来,设计为JHC永磁磁选机槽体,一台JHC型矩环式永磁磁选机,将选矿厂的全部尾矿进行再选,再选后的粗精矿用渣浆泵输送到现有的选别系统进行选别,经过细筛一再磨、磁选作业程序,获得合格的铁精矿;再选后的尾矿经原有尾矿溜槽进入浓缩池,浓缩后的尾矿输送到尾矿库。4支管:必须在抹完墙面后进行。墙面不抹灰时,支管应在刮腻子后再进行。代烷气体钢瓶、起动装置箱应在室内墙面、墙裙完后稳装固定。道及设备支架应在装修前就位、稳装。它设备器具应在完内装修,试压、试验后进行。作工艺3.1工艺流程:准备→预留孔、洞、预埋铁件→管材、管件、设备及附件清点检查→支、吊架、→管道预制→管道→设备支架→集合管及配管件、选择阀→单项及系统试压→管道冲洗→设备、气瓶稳固→装配设备附件及压力关→管道刷油→喷嘴→调试3.2准备:3.2.1认真熟悉图纸,领会设计意图,确定施工方案。2复核预留、预埋的位置、尺寸、标高。3根据设计图纸画出管路分部的位置、管径、异变径、预留口的坐标、标高、坡向及支、吊架、卡件的位置草图,并将侧量的尺寸好记录;并注意并列交叉排列管道的间隔尺寸。4按照草图,进行管道预制,后核对尺寸,编号,码放整齐。按照要求支、吊、卡、架。5将预制管道及附件运至地点,按编号就位,清扫管膛。3预留孔、洞及预埋铁件:3.3.1在钢筋混凝土楼板、梁、墙上预留孔、洞时,应设专业人员按照设计图纸将管道及设备的位置、坐标、标高尺寸测量准确。2配合土建放线,定标高、尺寸。同时令同有关部门解决施工相互矛盾的问题。3标记好预留孔、洞及预埋铁件的部位。将预制模盒在绑扎钢筋前固定好,口盒填塞柔性物材。在浇注混凝土过程中,应设专业人员核对、看护,以免位移、错位,并且注意复验位置、尺寸。4如遇移位、错位,需剔凿时,须征得有关部门的同意后,方可进行。备材料的清点检查:3.4.1按照设计图纸要求,前,规格、型号、尺寸、质量等方面的清点验证,保证数量、质量符合设计及要求。2对目测不易识别的材料(阀件)要抽样送试验室检测。、吊架的:3.5.1支、吊架的:管道支、吊架应按照设计图纸要求选用材料,其尺寸、型号、精度及焊接均应符合设计要求。具体方法参见1-1。2支、吊架的3.5.2.1管道支、吊架时应及时进行支、吊架的固定和调整工作。2支、吊架的位置、标高应准确、间距应合理。应按设计图纸要求,有关标准图规定进行。2.3管道不允许位移时,应设置固定支架。必须严格在设计规定的位置上,并应使管子牢固地固定在支架上。4埋入墙内的支架,焊接到预埋件上的支架,用 的支架,用膨胀螺栓固定的支架,都应遵照设计图纸要求进行。5在没有预留孔、洞和预埋件的混凝土构件上,可以选用 或膨胀螺栓支架,但不宜推力较大的固定支架。6采用膨胀螺栓有不带钻和带钻两种,常用规格为MMM12等。实施绿色机械可提高资源利用率,降低对环境的危害和负面影响,改善机械时的人—机友善性,提高机械生产率,提高产品质量,降低成本,改善机械柔性,实现机械整体化。3.实施绿色机械的基本程序实施绿色机械通常有5个基本程序:预审→评审→方案优选→方案实施→持续绿色机械,其核心内容是机械过程评审和绿色机械方案优选两个基本环节。4.绿色机械过程评审及方案优选4.1绿色机械过程评审绿色机械过程评审是对机械过程的现状及废物流、能流等进行 了解、诊断认识的过程。